Lavorazione Lamiera a Disegno: Guida Tecnica Completa
La lavorazione lamiera a disegno è la realizzazione di componenti metallici personalizzati a partire dal disegno tecnico del cliente, attraverso processi di taglio, piegatura, saldatura e finitura su lamiere di acciaio, inox o alluminio. A differenza dei prodotti standard a catalogo, ogni pezzo è unico, prodotto su specifiche dimensionali, tolleranze e materiali concordati. È la modalità di lavoro tipica della carpenteria metallica conto terzi che serve settori come automotive, food, energia, arredo industriale e macchine speciali.
Per progettisti e buyer industriali, capire come funziona questo tipo di lavorazione è essenziale: incide su tempi, costi, qualità e perfino sulla fattibilità di un progetto. In questa guida vediamo tutto quello che serve sapere.
Cos'è la lavorazione lamiera a disegno
Si parla di lavorazione a disegno quando il fornitore (terzista o carpenteria metallica) riceve dal cliente un disegno tecnico — solitamente in formato DXF, DWG o STEP 3D — e produce il pezzo seguendo esattamente quelle specifiche. Le caratteristiche distintive sono:
- Personalizzazione totale — geometrie, dimensioni e tolleranze definite dal cliente
- Lotti variabili — dal prototipo singolo alle serie di migliaia di pezzi
- Materiali su richiesta — acciaio al carbonio, inox, alluminio, rame, leghe speciali
- Lavorazioni combinate — quasi mai un pezzo richiede una sola operazione: taglio + piegatura + saldatura + verniciatura è il flusso tipico
- Tracciabilità — quando richiesto, ogni pezzo è documentato con certificati materiali e controlli dimensionali
Il valore aggiunto di un terzista esperto sta nel saper consigliare il cliente già in fase di progettazione: una piega in meno, un raggio più ampio o un materiale alternativo possono ridurre il costo del 15-30% senza compromettere la funzione del pezzo.
I 7 principali tipi di lavorazione
La lavorazione lamiera a disegno si compone di processi diversi che si combinano in cicli produttivi. I sette più comuni sono:
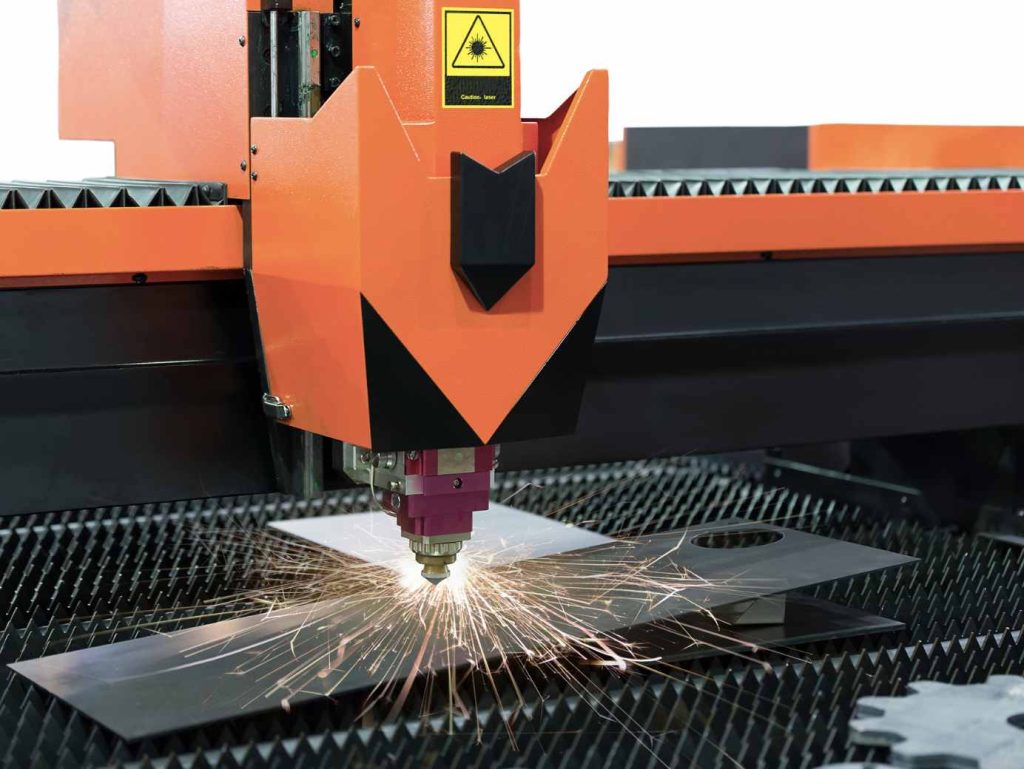
- Taglio laser fibra — il processo dominante per spessori da 0,5 a 25 mm su acciaio, fino a 20 mm su inox e alluminio. Precisione tipica ±0,1 mm, velocità elevate, bordi puliti.
- Taglio plasma — adatto a grandi spessori (fino a 80-100 mm) di acciaio al carbonio. Meno preciso del laser ma molto più economico sui forti spessori.
- Taglio waterjet — taglia praticamente qualsiasi materiale (anche non metallici), con zero alterazione termica. Più lento e costoso, ideale per leghe sensibili al calore o pezzi che richiedono precisione assoluta sui bordi.
- Punzonatura — su torri punzonatrici, conveniente per lamiere sottili (fino a 6 mm) con molte forature ripetute. Ottima per produzioni seriali.
- Piegatura — su pressa piegatrice CNC, con utensili (matrice e punzone) che danno forma alla lamiera tagliata. Tecniche: piega in aria, a fondo, coniatura.
- Saldatura — MIG/MAG per acciaio al carbonio, TIG per inox e alluminio, eventualmente laser per produzioni di precisione.
- Finiture — sbavatura, satinatura, verniciatura a polveri, zincatura, anodizzazione, decapaggio (per l'inox).
Un terzista strutturato dispone di tutte queste lavorazioni internamente o tramite partner consolidati, gestendo l'intero ciclo senza far girare il pezzo tra più fornitori, riducendo tempi e rischio qualità.
Materiali lavorabili e loro caratteristiche
I materiali più richiesti nella lavorazione lamiera a disegno, con le loro applicazioni tipiche:
- Acciaio al carbonio (S235JR, S275, S355) — il più diffuso. Buona saldabilità e formabilità, costo contenuto. Usato in carpenteria strutturale, telai, basamenti macchina, scatolati.
- Acciaio inox AISI 304 — ottima resistenza alla corrosione, settore food, arredo, attrezzature industriali. Spessori comuni 1-6 mm.
- Acciaio inox AISI 316 — più resistente del 304 in ambienti aggressivi (cloro, salinità). Usato in farmaceutico, chimico, navale.
- Alluminio (5754, 6082, 1050) — leggero, resistente alla corrosione naturale. Carpenteria leggera, mezzi di trasporto, dissipatori termici.
- Acciai alto-resistenziali (S690, Strenx, Hardox) — limiti di snervamento elevati. Macchine movimento terra, cassoni, applicazioni anti-usura.
- Acciaio zincato preverniciato — già protetto, non richiede verniciatura successiva. Comune nell'edilizia e nell'arredo urbano.
La scelta del materiale incide pesantemente su costo e lavorabilità: passare da S235 a inox 316 può triplicare il costo della materia prima e rallentare il taglio del 40-50%.
Spessori e tolleranze ottenibili
Ogni tecnologia ha i suoi limiti pratici. Per la lavorazione a disegno con macchinari moderni:
- Taglio laser fibra: spessori 0,5-25 mm su acciaio carbonio, 0,5-20 mm su inox e alluminio. Tolleranza tipica ±0,1 mm sui contorni.
- Piegatura: spessori 0,5-15 mm su pressa standard, fino a 25-30 mm su presse di grossa portata. Tolleranza angolare ±0,5° su pieghe di qualità.
- Punzonatura: spessori fino a 6 mm su lamiera comune, tolleranze ±0,1 mm sui fori.
- Saldatura: tolleranze dimensionali post-saldatura tipiche EN ISO 13920 classe B (medie) o classe A (strette, su richiesta).
Per tolleranze più strette delle standard occorre dichiararle esplicitamente sul disegno: ogni decimo di millimetro guadagnato può richiedere lavorazioni aggiuntive (rettifica, calibratura, controllo dimensionale 100%) che incidono sul costo.
Dal disegno tecnico al pezzo finito
Il flusso operativo tipico, dal momento in cui invii il disegno al ricevimento del componente, segue queste fasi:
- 1. Analisi del disegno — verifica fattibilità, eventuali suggerimenti di ottimizzazione (raggi, sviluppi piega, tolleranze)
- 2. Quotazione — calcolo costi, tempi di consegna, conferma materiali
- 3. Approvazione ordine — conferma del cliente e schedulazione produzione
- 4. Programmazione CNC — generazione percorsi di taglio, piegatura, eventuale annidamento per ottimizzare lo sfrido
- 5. Produzione — taglio, piegatura, saldatura, finitura nell'ordine stabilito dal ciclo
- 6. Controllo qualità — verifica dimensionale, ispezione visiva, eventuali test specifici
- 7. Spedizione — imballaggio adeguato e consegna
Per un componente standard (taglio + piegatura, senza saldatura) un terzista efficiente lavora con tempi di consegna di 5-15 giorni lavorativi. Pezzi più complessi o con verniciatura richiedono 20-30 giorni.
Conclusione: scegliere il giusto partner per la lavorazione a disegno
La lavorazione lamiera a disegno non è solo una questione di macchine: è una combinazione di competenza tecnica, qualità dei processi e capacità di dialogo con il cliente. Un buon terzista ti supporta dalla progettazione al pezzo finito, ti suggerisce ottimizzazioni e garantisce ripetibilità lotto dopo lotto.
Sermec90 opera nel cuore del distretto metalmeccanico tra Brescia e Bergamo, con un parco macchine moderno e un ufficio tecnico che lavora a fianco di progettisti e ufficio acquisti delle aziende clienti.
Per approfondire: consulta la nostra guida ai 7 tipi principali di lavorazione lamiera, e se devi scegliere tra diverse tecnologie di taglio leggi il confronto tra taglio laser, plasma e waterjet.